
TM 5-3805-248-23-2
CYLINDER BLOCK REPAIR - CONTINUED
0342 00
INSPECTION - CONTINUED
NOTE
Gasket and block plate must be installed before cylinder liner (39) projection can be checked.
6.
Install new gasket (41) and block plate (40) on dowels at top of cylinder block. Do not scratch or bend block plate (40).
7.
Apply clean lubricating oil to 26-3/4 in. copper flatwashers.
8.
Install 28-3/4 in. copper flatwashers and 14-3/4-16NCx3 bolts. Use two 3/4 in. copper washers for each 3/4-16NCx3 in.
bolt.
9.
Use torque wrench to torque 14-3/4-16NC x 3 in. bolts evenly in four steps: 10 lb-ft (14 Nm), 25 lb-ft (34 Nm), 50 lb-ft
(68 Nm) and 70 lb-ft (95 Nm).
10.
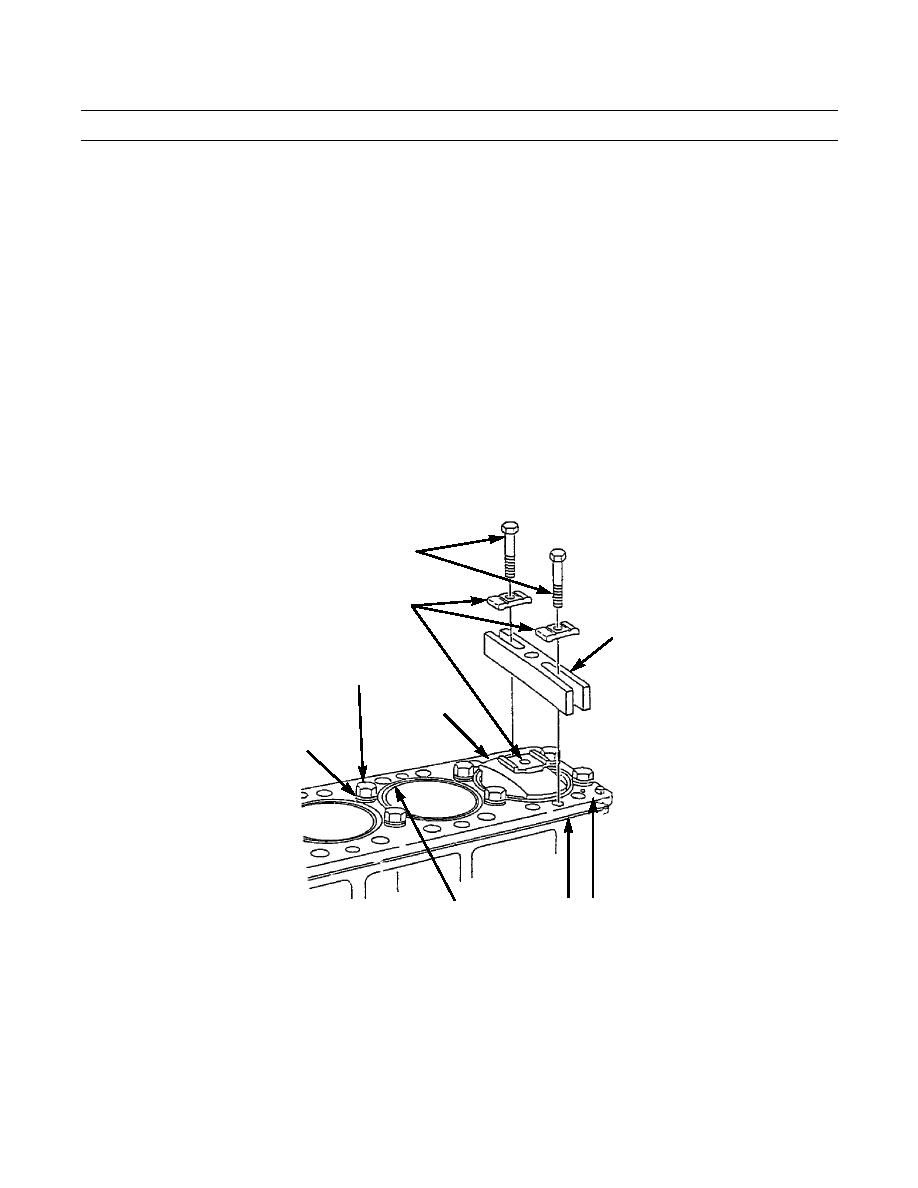
Install puller plate, adapter plate, crossbar, two adapter plates and two 3/4-16NCx7 bolts.
11.
Use torque wrench to torque two 3/4-16NCx7 bolts evenly in four steps: 5 lb-ft (7 Nm), 15 lb-ft (20 Nm), 25 lb-ft (34
Nm) and 50 lb-ft (68 Nm).
12.
Check distance from bottom of crossbar to top of block plate (40). Distance must be equal on both sides of cylinder
liner.
3/4-16NC X 7
BOLTS
ADAPTER
PLATES
CROSSBAR
3/4-16NC X 3
BOLTS
PULLER
PLATE
3/4 INCH COPPER
FLATWASHERS
41 40
39
394-1111
13.
Install liner projection tool group.
14.
Adjust dial indicator in liner projection tool group to zero.
15.
Use liner projection tool group to measure cylinder liner projection. Measure flange, not inner ring, at four equally
spaced points on cylinder liner (39). Cylinder liner projection above block plate (40) must be within 0.002 in. (0.0508
mm) and 0.008 in. (0.2032 mm). The difference between the four points measured must not exceed 0.001 in. (0.0254
mm) on the same cylinder liner (39). Cylinder liners (39) next to each other must not vary more than 0.001 in. (0.0254
mm). Maximum average height difference for all cylinder liners (39) must not exceed 0.004 in. (0.1016 mm).
0342 00-6

