TM 5-3805-260-24
PISTONS
Check pistons for scores, cracks or enlarged ring
grooves; replace pistons if any of these conditions are
found. Measure each piston with a micrometer in
relation to the cylinder bore diameter to be sure the
clearance is between 0. 002 in. minimum and 0. 004 in.
maximum.
Check fit of wrist pins on pistons and connecting rod
bushings. Wrist pin should be a light press fit in pistons.
If wrist pin is loose fit, the pin, piston, or both should be
replaced. Check fit of wrist pin in connecting rod bushing
by rocking the piston. This clearance should not exceed
0. 0015 in. Replace wrist pin bushings if excessive
clearance is found. Wrist pin bushings should be
reamed after being pressed into connecting rods.
Replace Teflon plugs in each end of the wrist pins.
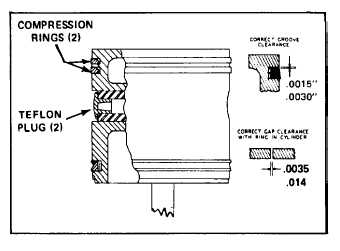
PISTON RINGS
Check fit of piston rings in piston ring grooves. Check
ring gap with rings installed in cylinder bores.
PISTON RING POSITIONS -
GAPS AND GROOVE CLEARANCE
All rings must be located in their proper ring grooves as
shown. The rings can be identified by the width and
should be installed with the bevel or the pipmark (if any)
toward the top of the piston. This applies to Cast Iron
Pistons (only as shown above).
3-20
CRANKSHAFT
Check crankshaft screw threads, keyways, tapered
ends and all machined and ground surfaces for wear,
scores, or damage. Crankshaft journals which are out
of round more than 0. 001 in. must be reground.
Bearing inserts are avail- able in 0. 010 in. , 0. 020 in.
, and 0. 030 in. undersizes for reground crankshafts.
Main bearing journals must be maintained so bearings
are snug fit. Check to be sure the oil passages are open
and clean through the crankshaft.
CONNECTING ROD BEARINGS
Check connecting rod bearings on crankshaft journals
for proper fit. Used bearing inserts should be replaced.
Connecting rod caps are not interchangeable. The
locking slots of the connecting rod and cap should be
positioned adjacent to each other. Clearance between
the connecting rod journal and the connecting rod
bearing must not be less than 0. 0003 in. Or more than
0. 0021 in. after rebuilding.
MAIN BEARINGS
Check for wear or flat spots; if found, bearings should
be replaced. The sleeve bearing should be checked for
scores and wear and replaced if necessary.
UNLOADER MECHANISM
Used unloader mechanism should be replaced by
unloader kit 265014.
The new unloader pistons should be a loose sliding fit in
the unloader piston bores of the cylinder block.