TM 5-3805-260-24
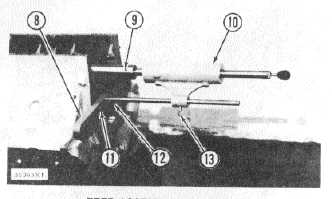
FEED ASSEMBLY INSTALLED
8. 1 P2369 Torsion Bar Assembly. 9. Setscrew.
10. 1 P2365Feed Assembly. 11. Bolt. 12. Bolt.
13. Thumbscrew.
To set tool in tool holder. Set micrometer (15) to
3. 7075 in. (94. 171 mm). Place centering ring (I) on
IP2370
Micrometer
Bracket
Assembly.
Move
micrometer (15) until spindle (14) contacts centering ring
(1). Tighten bolt (16). Back off micrometer thimble and
recheck micrometer setting. Repeat above steps until
micrometer setting is accurate.
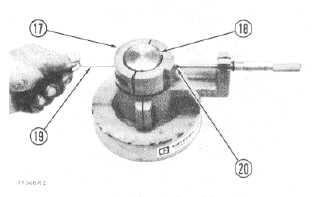
SETTING MICROMETER
1. 1P2344 Centering Ring. 14. Micrometer spindle.
15. Micrometer. 16. Bolt.
Place tool holder (17) on the 1P2370 Micrometer
Bracket Assembly. Align mark on tool holder (17) with
hole in shaft (18). Place tool bit (20) in tool holder (17)
and set the micrometer . 070 in. (1. 78 mm) less than
the finish bore diameter of 3. 7175 + . 0005 in. (94.
425 + 0. 013 mm). Turn the bracket assembly arm until
micrometer spindle aligns with tool bit (20). Adjust tool
bit (20) by pushing it with the 9S8521 Rod (19) until tip of
tool bit (20) touches micrometer spindle.
CAUTION
Do not sweep micrometer spindle across tool bit.
SETTING TOOL BIT
17. 1P2366 Tool Holder Assembly. 18. Shaft. 19.
9S8521Rod. 20. Tool bit.
Use a maximum of . 025 in. (0. 64 mm) rough
cuts and . 010 in. (0. 25 mm) finish cuts. Wipe boring
bar and tool holder clean. Place tool holder on the
boring bar, with tool bit cutting edge facing the direction
of rotation. Assemble the tool holder by placing lower
half over the bolts, slide into slot and tighten bolts. Slide
boring bar in until tool is approximately . 12 in. (3. 0
mm) from the bore. Compare tool cutting tip with bore
surface while turning bore bar by hand, to insure correct
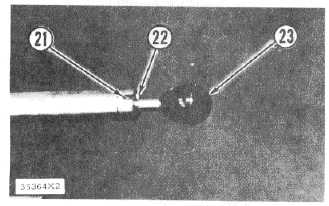
tool setting. Set feed mechanism into feed by turning
knob (23) until pin (22) drops into slot (21).
FEED ENGAGED
21. Slot. 22. Pin. 23. Knob.
NOTE: To set the feed mechanism into feed on later
units, turn lever (A) up (the direction of arrow).
3-373