TM 5-3805-260-24
CONNECTING RODS
Leave the connecting rod in the checking fixture
and check for both bores parallel. Make a record of the
readings for both dial indicators. The total difference
between
indicator
readings
is
the
bores
parallel
dimension. The maximum allow-able dimension is .
006 in. for rods that are acceptable for reconditioning.
A check can also be made to check for
connecting rod twist. Push one end of the pin mandrel
against the locating surface behind it. Use a thickness
gauge on the opposite end to check the clearance
between the mandrel and the locating surface. Check
both ends of the mandrel in this way for clearance. The
amount of clearance is the twist in the rod. The
maximum allowable twist is . 012 in. for rods that are
acceptable for reconditioning.
BORING PISTON PIN BEARING
After new piston pin bearings are installed in the
connecting rods, use the 5P3550 Connecting Rod Boring
Machine to bore the piston pin bearings to the correct
size.
Install the cap on the connecting rod (do not
install the bearings). Tighten the nuts as shown in the
SPECIFICATIONS.
Put the 5P2010 Mandrel on the spindle. In, tall
nut and actuator, and tighten to hold mandrel in position.
Install 5P2013 Plunger Extension on the plunger. The
plunger must be in the up position within + 3:. Loosen
the spindle carrier, and use the handle on top to adjust
the bearing bore center-to-center dimension. Move the
carrier until the vernier scale reads 7. 6867 +. 0010 in.
This is the correct scale dimension to get a bearing bore
center-to-center dimension of 7. 9000 + . 0010 in.
Tighten the carrier in this position.
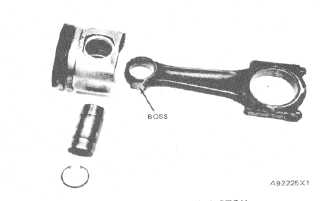
Put the connecting rod in position on the
mandrel, with the boss on the pin end of the rod towards
the left. Turn the actuator until the connecting rod is
tight on the mandrel.
Install 5P3552 Bushing in the front bracket.
Push the locating arbor through the front bushing. Put
5P3541 Locating Bushing, with the large dimension of
the diamond shape horizontal, on the locating arbor.
Slide the locating arbor through the connecting rod and
into the rear bushing. Slide the locating bushing into the
rod. Push the locating rods until they are against the
connecting rod, and tighten the rods firmly). Remove
the locating arbor end bushing.
Fasten the 5P2023 Tool Bit Setting Gauge to the
boring bar. Be sure the contact point of the indicator is
against the boring bar. Adjust the indicator so the
resolution counter and the hand are at zero. Move the
tool bit setting gauge so that the contact point is against
the cutting edge of the tool bit. Fasten the gauge in this
position. Loosen the screw that holds the tool bit. Make
an adjustment to the tool bit until the indicator reads .
1881 in. Tighten the screw that holds the tool bit and
recheck the setting.
Put the boring bar through the connecting rod
and into the rear bushing. Install the front bushing over
the boring bar and into the bracket. Install 5P4777
Torsion Bracket on the rear of the boring machine. Put
5P4778 Feed Cylinder so the shaft goes through the rear
bushing and into the boring bar. Tighten the setscrew in
the boring bar to hold the feed cylinder shaft. Adjust
torsion bracket and feed cylinder so the boring bar
moves smoothly in rear bushing.
NOTE: Put the feed lever on the feed cylinder in the
OPEN position before moving the boring bar.
With the feed lever in the OPEN position, move the
boring bar until the tool bit is . 125 in. (3. 2 mm) from
the bearing in the connecting rod. Put the feed lever the
CLOSED position and tighten the thumbscrew on the
cylinder against the torsion bracket shaft. Install 5P2055
Flexible Adapter in the front of the boring bar and fasten
an electric drill to the adapter. Put oil on the boring bar
at the front and rear bushings. Start the drill and let the
feed cylinder )pull the boring bar through the bearing.
Use a slows feed rate and do not push on the drill.
Check the bearing bore with a new piston pin. If
the fit is too tight, do the boring operation again with the
SAME tool bit setting.
Install the connecting rod into the piston with the
boss on the rod on the same side as the crater in the
piston.
CONNECTING ROD AND PISTON
When the connecting rod and piston assembly is
installed, use new connecting rod bolt nuts.
3-384