TM 5-3805-260-24
BASIC BLOCK
When honing cylinder blocks, maintain the
specific dimensional surface finish and cross hatch
tolerances
to
obtain
safisfactory
oil
control.
The
tolerances specified are virtually the same as those used
for original bore finish at the factory, and can be obtained
with an automatic honing machine such as the Sunnen
CK-I0. This machine has been evaluated and found to
give satisfactory results.
Due to the cost of suitable honing equipment, it
may be more expedient to have the honing done by a
shop equipped with a Sunnen CK-!O or equivalent.
TRANSIT PREPARATION
The following Steps can prevent damage to the
block in transit to a shop.
1.
Completely disassemble, but do not clean block.
The residual oil on the surface will prevent rust.
2.
Enclose the block in an industrial plastic bag and
position it with the oil pan surface on a suitable
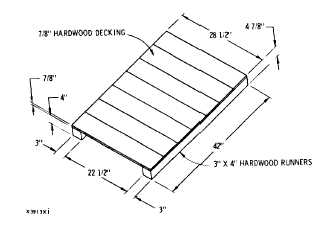
wood pallet or equivalent. Dimension of a
suitable wood pallet are shown.
TRANSPORTING PALLET
3.
Cover the block with 1/2 in. (12.7 mm) thick
plywood or equivalent, and band block to the
pallet.
4.
Follow similar instructions when block is
returned. To prevent rust, the block should
not be cleaned after honing, the film of
honing oil provides ample protection from
rusting.
NOTE: If blocks are to be stored for any length of time,
clean and anti-rust after honing.
CLEANING PROCEDURE
After
honing
is
completed,
and
before
assembling the engine, the cylinder block must be
cleaned and prepared according to the following
instructions.
1.
If not previously removed, the camshaft bearings
must be removed to permit thorough cleaning of
the oil passages. To remove the bearings, see
the topic CAMSHAFT BEARINGS REMOVAL
AND INSTALLATION.
2.
Use 1P3565 Chamfering Group, remove the
sharp corner at the bottom of the cylinder bores
as shown. This is essential to prevent scuffing
the piston skirts. The chamfer should be
approximately 10°
x .09 in. (10° x 2.3 mm).
CHAMFERING BORE
CAUTION
Avoid damage to the cylinder bore surface or any
other parts.
3.
Using the 1P5580 Brush Group and a strong
detergent and water solution, clean the following
areas of the block.
A.
Main oil gallery and supply passage. Use
the IP5572 or IP5573 Brush and stroke
several times while rotating the brush.
B.
Camshaft bearing oil passages. Use the
1P5571 Brush and stroke several times
while rotating the brush.
C.
Cylinder bores. Use the 1P5574 Brush and
stroke each bore for one minute while
rotating the brush at 1000 rpm.
3-368