
TM 5-3805-248-23-2
APRON CYLINDER REPAIR - CONTINUED
0385 00
CLEANING - CONTINUED
NOTE
The metal shell of the seal is coated with a corrosion inhibitor. This may prevent proper bonding of the seal
to the cylinder head if the inhibitor is not removed. After cleaning, do not touch the counterbore of the metal
shell because the oil from your fingers may prevent a good bond. Handle the seal by the lip only.
5.
Dry all parts with compressed air.
INSPECTION
1.
Inspect apron cylinder (4) for dents, rust or other damage. Replace apron cylinder (4), if necessary. Bore of a new apron
cylinder (4), if removed, must be 7.250+0.005 or -0.002 in.
2.
Inspect rod (6) for nicks, scratches or other damage. Replace rod (6), if necessary. Diameter of new rod (6), if replaced,
must be 2.74800.0015 in.
3.
Inspect head (19) for dents, cracks, rust or other damage. Replace head (19), if necessary. Bore in new head (19), if
replaced, must be 2.7530.001 in.
4.
Inspect all other parts.
ASSEMBLY
1.
Apply primer on counterbore and metal shell of new seal (16) and allow to dry (approximately 30 seconds).
NOTE
Do not allow sealing compound to contact the sealing lip.
2.
Apply sealing compound to counterbore and to metal shell of new seal (16).
3.
Use clean engine oil to coat new seals (15, 16 and 17), new washer (18) and new preformed packing (19).
4.
Install new seals (15, 16 and 17), new washer (18) and new preformed packing (19) in head (3).
5.
Install new ring (12) on piston (9).
6.
Install new ring (10), new seal (11), new seal (13) and new ring (14) on piston (9).
7.
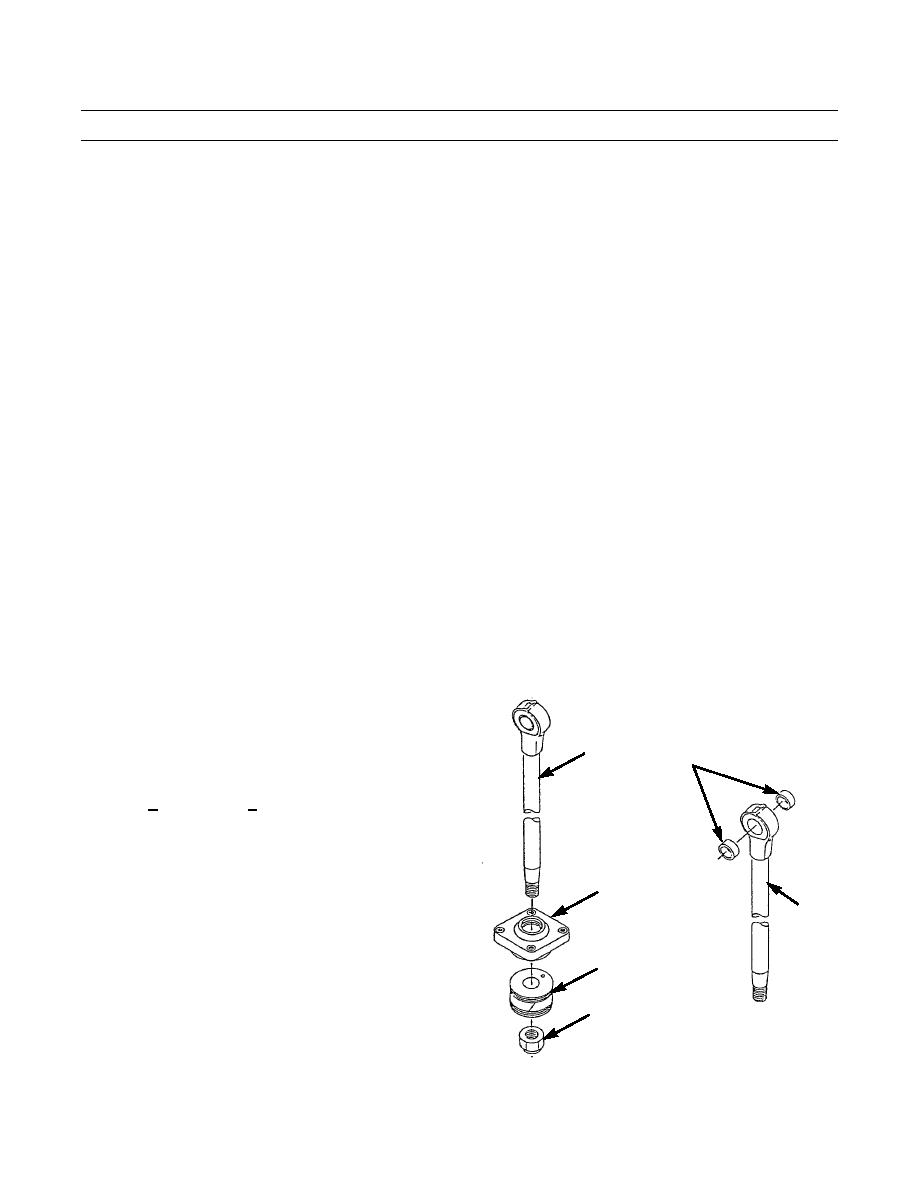
Use pump group to install two bearings (7) in rod (6).
8.
Use generous amount of clean engine oil to coat piston
assembly (8). Install head assembly (3) and piston
6
7
assembly (9) on rod (6) in its fully extended position.
9.
Use a torque multiplier to install nut (8) and torque to
1200+100 lb-ft (1627+136 Nm).
3
6
9
8
394-1445
0385 00-5
