BASIC BLOCK
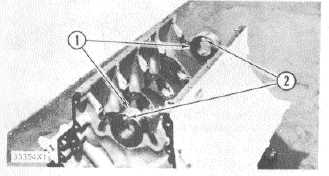
Place I P2344 Centering Rings ( 1), with oiler (2)
up, at each end of’ block. If an end bore is distorted, use
the next good bore.
NOTE: There must be two good bores for locating
centering rings.
CENTERING RINGS IN BLOCK
1. 1P2344 Centering Rings. 2. Oiler.
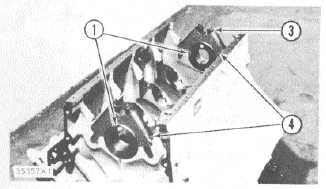
Place original bearing caps (4) over the centering
rings (1). Tighten bolts (3) hand tight.
CENTERING RINGS INSTALLED
1. 1P2344 Centering Rings. 3. Bolts (four). 4.
Bearing caps.
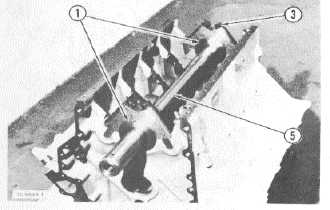
BORING BAR INSTALLED
1. 1 P2344 Centering Rings. 3. Bolts (four). 5.
1P2352
Boring
Bar.
Oil boring bar (5) and insert it through
centering rings (1). Tighten bolts (3) to a minimum
of 20 lb. ft. (25 N. m) and a maximum of 50 lb. ft.
(70 N. m) while spinning bearing bar (5) to check for
binding. Centering rings (I) must be seated in
boring saddles after
tightening.
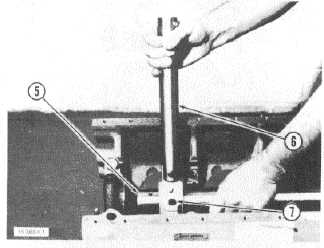
Slide boring bar (5) out of one end of block
and install bearing assemblies (6) on boring bar (5).
Slide boring bar (5) back through centering ring.
Adjust bearing by tightening bolt (7) until bar begins
to bind, then back off until boring bar (5) spins
easily.
INSTALLING BEARING ASSEMBLIES
5. 1P2352 Boring Bar. 6. 1P2373 Bearing
assembly (two). 7. Bolt.
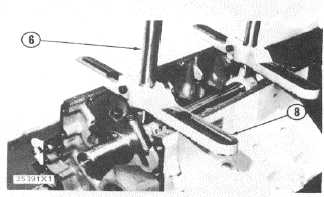
Install bridge assemblies (8) over bearing
assemblies (6). Position bridge assemblies (8) on
block as shown with thicker portion up.
NOTE: Bridge assemblies must be on block as
shown for tool holder clearance at each bore.
BRIDGE ASSEMBLIES INSTALLED
6. 1P2373 Bearing Assembly (two). 8. 1P2343
Bridge Assembly (two)
3-375
. TM 5-3805-260-24
BASIC BLOCK