BASIC BLOCK
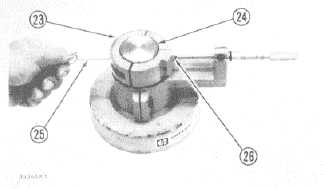
Place tool holder (23) on the IP2370 Micrometer
Bracket Assembly. Align mark on tool holder (23) with
hole in shaft (24). Place tool hit (26) in tool holder (23)
and set the micrometer . 070 in. ( 1. 78 mm) less than
the finish bore diameter o(f 3. 7175 _+ . 0005 in. (94.
425 + 0. 013 1r1m1). Turn the bracket adjustment arm
until micrometer spindle aligns with tool bit (26). Adjust
tool hit (26) by) pushing it with the 9S8521 Rod (25) until
tip of tool hit (26) touches micrometer spindle.
CAUTION
Do not sweep micrometer spindle across tool bit.
SETTING TOOL BIT
23. 1P2366 Tool Holder Assembly. 24. Shaft. 25.
9S8521 Rod. 26. Tool bit.
Use a maximum of . 025 in. (0. 64 mm) for
rough cuts and . 010 in. (0. 25 mm) for finish cuts.
Wipe the boring bar and tool holder clean. Place tool
holder on the boring bar, with tool bit cutting edge facing
the direction of rotation. Assemble the tool holder by
placing lower half over the bolts, slide into slot and
tighten bolts. Slide boring bar in until tool is
approximately . 12 in. (3. 0 mm) from the bore.
Compare tool cutting tip with bore surface while turning
boring bar by hand, to insure correct tool setting.
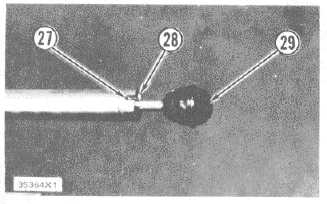
FEED ENGAGED
27. Slot. 28. Pin. 29. Knob.
Set feed mechanism into feed by turning knob
(29) until pin (28) drops into slot (27).
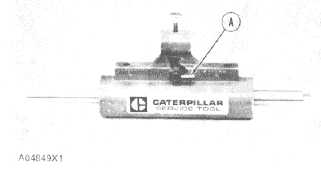
NOTE: To set the feed mechanism into feed on later unit,
turn lever (A) up (the direction of arrow).
LATER FEED MECHANISM
A. Lever.
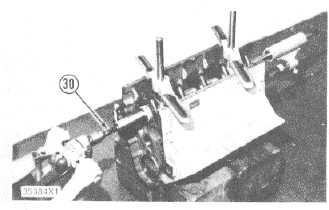
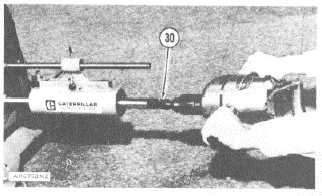
Oil the bearing assemblies. Do not use lubricant
on the cutter. Use one-half inch electric drill ,with
universal joint (30) to feed the tool through the bores.
Service main bearings with . 010 in. (0. 25 mm)
oversize outside diameter are available to permit bores to
be bored oversize. Bore block to 3. 7175 + . 0005 in.
(94. 425 +0. 013 mm).
BORING BLOCK
30. 1P2363 Universal.
DRIVING THROUGH FEED MECHANISM
(Typical Example)
30. 1p2363 Universal.
3-377