TM 5-3805-260-24
CHECKING ROTOR TIP CLEARANCE
CRANKSHAFT
Reconditioning of the crankshaft can be done by
grinding the "journals" (bearing surface on the crankshaft
for the connecting rod bearings and main bearings) .010
in. (0.25 mm), .020 in. (0.51 mm) or .050 in. (1.27 mm)
’undersize" (smaller than the original size).
The diameter of the "journals’ for the connecting rod
bearings is 2.7496 .0006 in. (69.840
0.015 mm). The
diameter of the "journals" for the main bearings is 3.4995
.0006 in. (88.887 0.015 mm). The minimum
permissible diameter of the "journals" for the connecting
rod is 2.7486 in. (69.814 mm). The minimum permissible
diameter of the "journals" for the main bearings is 3.4985
in. (88.862 mm). Measure each "journal" in several
places around the diameter to find the maximum wear
point. If the diameter of any "journal" is smaller than the
minimum permissible diameter, grind all of the "journals."
Before grinding a crankshaft, check the crankshaft for
being straight. To check a crankshaft for being straight,
support each end main bearing "journal" in V-blocks.
Using a dial indicator, position the indicator at the zero
reading then measure the total indicator reading at the
other three main bearing "journals." The maximum total
indicator reading is .008 in. (0.20 mm) at the center main
bearing "journal" and .004 in. (0.10 mm) at the other two
main bearing "journals." If total indicator reading is more
than that given but less than .030 in. (0.76 mm) the
crankshaft can be "straightened" (made straight). Before
"straightening"
(making
straight)
a
crankshaft
get
temperature of the crankshaft to 400°F (204°C). For the
specifications for grinding a crankshaft, see the topic
CRANKSHAFT GRINDING SPECIFICATIONS.
With the crankshaft installed in the cylinder block,
check the end play for the crankshaft. End play for the
crankshaft is .003 to .010 in. (0.08 to 0.25 mm).
Maximum permissible end play for the crankshaft is .014
in. (0.36 mm).
NOTE: If end play for the crankshaft is more than the
maximum permissible end play, check the crankshaft
thrust bearing.
CRANKSHAFT GRINDING SPECIFICATIONS
The dimensions and finish for grinding crankshafts
are as follows:
Diameter (A) for connecting rod bearing journals is;
.010 in. (0.25 mm)
Undersize ................................2.7396 + .0006 in.
(69.586 + 0.015 mm)
.020 in. (0.51 mm)
Undersize ................................ 2.7296 .0006 in.
(69.332 0.015 mm)
.050 in. (1.27 mm)
Undersize ................................ 2.6996 .0006 in.
(68.570 + 0.015 mm)
Surface finish must be 10 micro inches (0.25
micrometers) or less.
Radius (B) must be . 100 .010 in. (2.54 0.25 mm).
Surface finish must be 63 micro inches (1.6
micrometers) or less.
The radius must blend smoothly with the newly machined
journals.
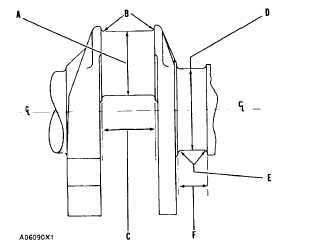
DIMENSIONS FOR GRINDING
A. Diameter of connecting rod bearing journals. B.
Radius on connecting rod bearing journals. C. Width
to grind journals for the connecting rods. D.
Diameter of main bearing journals. E. Radius on
main bearing journals. F. Width to grind journals for
the main bearings.
Width (C) is 2.314 .003 in. (58.77 0.08 mm)
Diameter (D) for main bearing journals is:
.010 in. (0.25 mm)
Undersize ................................ 3.4895 .0006 in.
(88.633 0.015 mm)
.020 in. (0.51 mm)
Undersize ................................ 3.4795 .0006 in.
(88.379 0.015 mm)
.050 in. (1.27 mm)
Undersize ................................ 3.4495 .0006 in.
(87.617 0.015 mm)
3-386